

�l�ǿ�FANUC������ϵ�y�@ʾ603̖���a�S�S�o�����Ϻ�
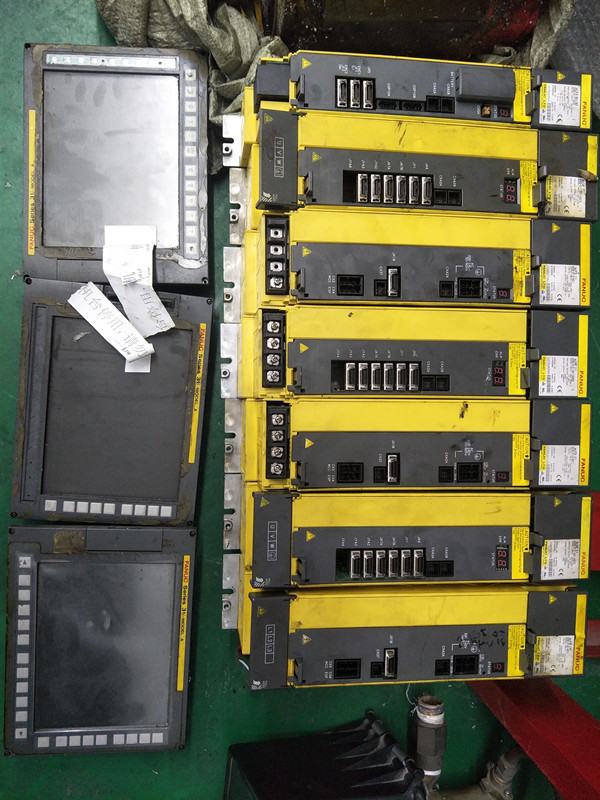
���ϴ��a�@ʾ603̖��
���ψ���Ϣ: ��PMC ALARM: watchdog��,PMC��: ���T�� (�O����)��
���ψ��f��:PMC�ıO�������F���ϡ�
48����ǰ�A�y���ƣ�Advanced preview control����M��
ԓ��������ǰ�x���������Σ����\��܉�E���a���M���ٶȼ����ٶȵ��A̎�����@�ӿ��ԜpС���ڼӜp�ٺ��ŷ���������ĸ��S�`������ڸ����±��^���_�ظ��S����ָ������݆����ʹ�ӹ�������ߡ��A�x���ư������¹��ܣ����aǰ��ֱ���Ӝp�٣��ս��Ԅӽ��ٵȹ��ܡ��A�x���Ƶľ���ָ���G08P1����ͬ��ϵ�y�A�x�ij���Δ�����ͬ��16i�����A�x600�Ρ�
49���߾���݆�����ƣ�High-precisioncontour control����M��High-precision contour control �s����HPCC��
��Щ�ӹ��`������CNC����ģ����а������a��ļӜp����ɵ��`����˜pС�@Щ�`�ϵ�y��ʹ�����o��̎����RISC�������˸��٣��߾��ȼӹ����ܣ��@Щ���ܰ������٣�����A�x�IJ��aǰֱ���Ӝp�١�ԓ���ܜpС�����ڼӜp������ļӹ��`��ڣ�����A�x���ٶ��Ԅӿ��ƹ��ܡ�ԓ�����ǿ��]�������Π�C�����S���ٶȺͼ��ٶȵ�׃����ʹ���ЙC��ƽ�����M�м�/�p�١��߾���݆�����Ƶľ���ָ���G05P10000��
50��AI݆������/AI�{��݆�����ƹ��ܣ�AI Contour control/AI nanoContour control����M��
�@�ɂ��������ڸ��١��߾��ȡ�С����Ρ��������ӵļӹ����ɜpС���ڼӜp�������λ�Ü���������ŷ����ӕr����Ķ����S���M�o�ٶ����Ӷ����ӵ�λ�Ü��Ķ��pС݆���ӹ��`��@�ɷN�������ж���A�x���ܣ����M�в��aǰ��ֱ���Ӝp�ٻ���ͼӜp��̎�����Ķ����C�ӹ���ƽ���ؼӜp�٣����ɜpС�ӹ��`��ڼ{��݆�������У�ݔ���ָ��ֵ���ף����Ȳ��м{�ײ��a�������{�ײ��a����o�ŷ���ָ���Ǽ{�ף��@�ӣ������_�Ƅӷdz�ƽ�����ӹ����Ⱥͱ����|���ܴ����ơ��������@�ɂ����ܵľ���ָ��飺G05.1 Q1��
51��AI�߾���݆������/AI�{�߾���݆�����ƹ��ܣ�AI high precisioncontour control/AI nano high precision contour control����M��
ԓ��������Сֱ����NURBS���εĸ��ٸ߾���݆���ӹ����ɴ_�������ڸ�������ظ��Sָ��ֵ����˿��Դ��pС݆���ӹ��`����F���١��߾��ȼӹ����c����HPCC��ȣ�AI HPCC�мӜp�ٸ����_����˿�����������ٶȡ�AI nano HPCC�cAI HPCC�IJ�ͬ�c��AI nanoHPCC���м{�ײ��a�����������cAI HPCC��ͬ�����@�ɷN������������һЩCNC���ŷ��Ĺ��ܣ����aǰ��ֱ������μӜp�٣��ӹ��սǕr�����M�o�ٶȲ�Ľ��ٹ��ܣ���ǰǰ�����ܣ��������S�ļ��ٶȴ_���M�o�ٶȵĹ��ܣ�����Z�S������Ƕ����M�o�ٶȵĹ��ܣ�200������εľ��_��
�����еľ���ָ��飺G05 P10000��
52��DNC�\�� ��DNC Operation��
���Ԅ��\�е�һ�N������ʽ����RS-232C��RS-422�ڌ�CNCϵ�y��Ӌ��C�B�ӣ��ӹ��������Ӌ��C��Ӳ�P��ܛ�P�ϣ�һ�ζε�ݔ�뵽CNC��ÿݔ��һ�γ��ӹ�һ�Σ��@�ӿɽ�QCNC�ȴ����������ơ��@�N�\�з�ʽ��PMC��̖DNCI���ơ�
53���h�̾��_����Remote buffer��
�nj��FDNC�\�е�һ�N�ӿڣ���һ������CPU���ƣ�������RS-232C��RS-422�ڡ�������һ���RS-232C�ڣ������ϵģ��ӹ��ٶ�Ҫ�졣
54��DNC1
�nj��FCNCϵ�y�c��Ӌ��C֮�g���͔�����Ϣ��һ�NͨӍ�f�h��ͨӍָ��졣DNC1����FANUC��˾�_�l�ģ�����FMS�мӹ���Ԫ�Ŀ��ơ��Ɍ��F�Ĺ����У��ӹ��O����\�бOҕ���ӹ��c�o���O��Ŀ��ƣ��ӹ������������������c�z�y�����������ͣ����ϵ��\��ȡ�Ӳ�����B����һ�c�����c��һ�_Ӌ��C���B16�_CNC�C����
55��DNC2
�书���cDNC2������ͬ��ֻ��ͨӍ�f�h��ͬ��DNC2�õ��ǚW���õ�LSV2�f�h������Ӳ���B�Ӟ��c���cʽ�B�ӣ�һ�_Ӌ��C���B8�_CNC�C����ͨӍ��������19Kb/�롣
56�����ٴ��п�����High speed serial bus����HSSB��
��CNCϵ�y�c��Ӌ��C���B�ӽӿڣ����ڃ����g�Ĕ������ͣ����͵Ĕ����N���DNC1��DNC2���͵Ĕ����⣬߀�ɂ���CNC�ĸ��N�@ʾ������@ʾ��������˿���Ӌ��C���@ʾ�����I�P�����C����
57����̫�W�ڣ�Ethernet��
��CNCϵ�y�c��̫�W�Ľӿڡ�FANUC�ṩ�˃ɷN��̫�W�ڣ�PCMCIA���ں̓������̫�W�塣��PCMCIA�������R�r����һЩ����������Ɍ������¡���̫�W�����b��CNCϵ�y�Ȳ��ģ���������L���c���C�B�Y����ʩ�ӹ���Ԫ�Č��r����.
�S���Ϸ���������ը�C��ģ�Kը��������ؓ�d�����S�ʂ�δ�w������δʹ�ܣ����a�����ϣ����S��ģ�K��ݔ��늉��ͣ��tɫ�������o�@ʾ��ȱ��,ݔ�������c�ģ�ʹ�ܲ�����������ϣ����܆��ӡ��^�����^����Ƿ�����^�ᡢ�^�d��ݔ����ƽ�⡢�o�@ʾ���_�P�Դ�p�ġ�ģ�K�p�ġ��ӵع��ϡ������{�١������\��,Z�S��X�S��Y�S�S�ޡ�
�D�dՈע����̎���Ϻ�������ӿƼ����I�ŷ������S��,�ŷ�늙C�S��
����朽ӣ�http://www.edulz.com.cn/fuwu/Services_Show1073.htm
�ŷ������S�� �ŷ�늙C�S�� �|�����S�� ׃�l���S��
�Ԓ��021-50157782
�֙C��13817011982 ��̖ͬ
�]�䣺shygdzi@163.com
ϵ�ˣ�����
�Wַ��http://www.edulz.com.cn
�� �҂��_���Üyԇ�ýo�͑�����������
��һƪ�������տ�����2418��ȫ��������Ҋ����ԭ���c���I��Q����
